数控加工中心是如何进行刀具补偿的?
一、数控车床用刀具的交换功能
1. 刀具的交换
指令格式一:T0101;
该指令为FANUC系统转刀指令,前面的T01表示换1号刀,后面的01表示使用1号刀具补偿。刀具号与刀补号可以相同,也可以不同。
指令格式二: T04D01;
该指令为SIEMENS系统转刀指令,T04表示换4号刀,D01表示使用4号刀的1号刀沿作为刀具补偿存储器。

2. 换刀点
所谓换刀点是指刀架自动转位时的位置。
大部分数控车床,其换刀点的位置是任意的,换刀点应选在刀具交换过程中与工件或夹具不发生干涉的位置。还有一些机床的换刀点位置是一个固定点,通常情况下,这些点选在靠近机床参考点的位置,或者取机床的第二参考点来作为换刀点。
二、刀具补偿功能
1. 刀具补偿功能的定义
在数控编程过程中,为使编程工作更加方便,通常将数控刀具的刀尖假想成一个点,该点称为刀位点或刀尖点。
数控机床根据刀具实际尺寸,自动改变机床坐标轴或刀具刀位点位置,使实际加工轮廓和编程轨迹完全一致的功能,称为刀具补偿(系统画面上为“刀具补正”)功能。
数控车床的刀具补偿分为:
刀具偏移(也称为刀具长度补偿)
刀尖圆弧半径补偿
2. 刀位点的概念
所谓刀位点是指编制程序和加工时,用于表示刀具特征的点,也是对刀和加工的基准点。 数控车刀的刀位点如图所示。尖形车刀的刀位点通常是指刀具的刀尖;圆弧形车刀的刀位点是指圆弧刃的圆心;成形刀具的刀位点也通常是指刀尖。

三、刀具偏移补偿
1. 刀具偏移的含义
刀具偏移是用来补偿假定刀具长度与基准刀具长度之长度差的功能。车床数控系统规定X轴与Z轴可同时实现刀具偏移。
刀具几何偏移:由于刀具的几何形状不同和刀具安装位置不同而产生的刀具偏移。
刀具磨损偏移:由刀具刀尖的磨损产生的刀具偏移。
刀具偏移补偿功能示例:

FANUC系统的刀具几何偏移参数设置如图所示,如要进行刀具磨损偏移设置则只需按下软键[磨耗]即可进入相应的设置画面。

图中的代码“T”指刀沿类型,不是指刀具号,也不是指刀补号。
2. 利用刀具几何偏移进行对刀操作
(1)对刀操作的定义
调整每把刀的刀位点,使其尽量重合于某一理想基准点,这一过程称为对刀。
(2)对刀操作的过程
1)手动操作加工端面,记录下刀位点的Z向机械坐标值。
2)手动操作加工外圆,记录下刀位点的X向机械坐标值,停机测量工件直径,计算出主轴中心的机械坐标值。
3)将X、Z值输入相应的刀具几何偏移存储器中。
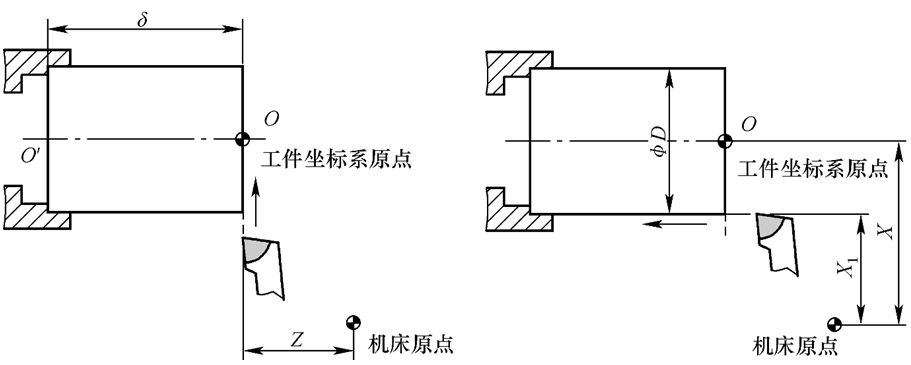
(3)利用刀具几何偏移进行对刀操作的实质
利用刀具几何偏移进行对刀的实质就是利用刀具几何偏移使工件坐标系原点与机床原点重合。
3. 刀具偏移的应用
利用刀具偏移功能,可以修整因对刀不正确或刀具磨损等原因造成的工件加工误差。
例:加工外圆表面时,如果外圆直径比要求的尺寸大了0.2mm,此时只需将刀具偏移存储器中的X值减小0.2,并用原刀具及原程序重新加工该零件,即可修整该加工误差。同样,如出现Z方向的误差,则其修整办法相同。
四、刀尖圆弧半径补偿(G40、G41、G42)
1. 刀尖圆弧半径补偿的定义
在实际加工中,由于刀具产生磨损及精加工的需要,常将车刀的刀尖修磨成半径较小的圆弧,这时的刀位点为刀尖圆弧的圆心。
为确保工件轮廓形状,加工时不允许刀具刀尖圆弧的圆心运动轨迹与被加工工件轮廓重合,而应与工件轮廓偏移一个半径值,这种偏移称为刀尖圆弧半径补偿。圆弧形车刀的刀刃半径偏移也与其相同。
2. 假想刀尖与刀尖圆弧半径

在理想状态下,我们总是将尖形车刀的刀位点假想成一个点,该点即为假想刀尖(图中的A点)。
在对刀时也是以假想刀尖进行对刀。但实际加工中的车刀,由于工艺或其他要求,刀尖往往不是一个理想的点,而是一段圆弧(如图中的BC圆弧)。
所谓刀尖圆弧半径是指车刀刀尖圆弧所构成的假想圆半径(图中的r)。实践中,所有车刀均有大小不等或近似的刀尖圆弧,假想刀尖在实际加工中是不存在... ...