一般而言,全自动叠片机主要是适用于大型动力电池电芯叠片工艺的自动化设备,将锂电芯的正、负极片与隔离膜的做Z形叠片装配、贴胶纸包扎,形成电芯。今天我们来介绍下Z型叠片机的实际应用过程。
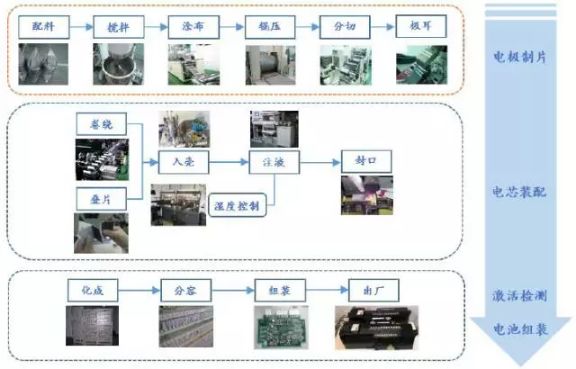
图2是Z型叠片的过程示意图。步骤一,隔膜在叠片台上由夹具和夹辊固定展平,机械手抓取正极片并放置在叠片台上;步骤二,隔膜左移折叠,再展平固定后,机械手抓取负极片并放置在叠片台。如此反复,最后完成电芯组装。

因此,电芯是由许多个负极—隔膜—正极单元(ESC)组成的,每个单元的组装时间可以分解为正极抓取-放置,隔膜移动折叠,负极抓取-放置三个部分,如图3所示。假设纯电动汽车电池容量为50Ah,由37片极片组成,目前工业上每次极片抓取-放置时间为1.8-2.5s,一个单体电池叠片共需要80s。
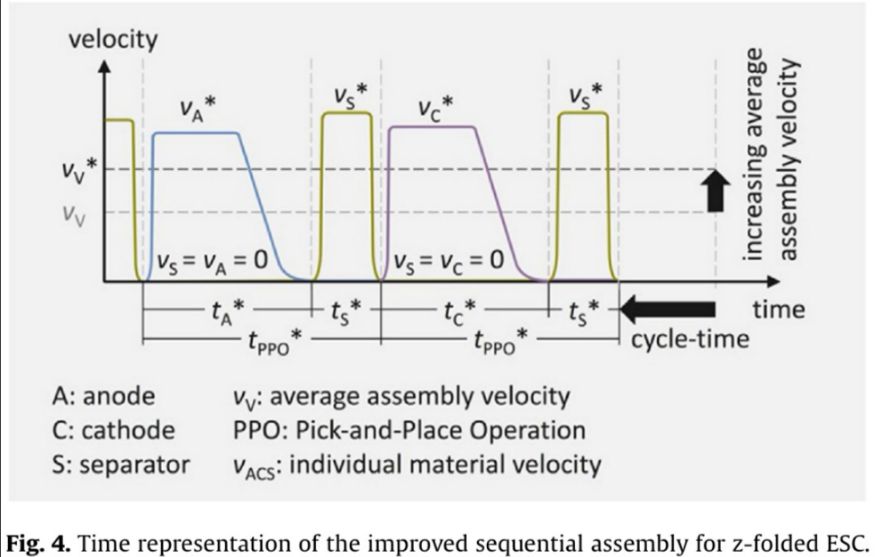
要提高叠片效率,第一个方法就是提高叠片的整体平均速度。如图4所示,例如增加极片抓取-放置动作的加速度,减速度,移动速度;隔膜左右移动速度等。但是,机械系统速度太快会损伤极片表面,极片放置精度也会降低。如图4所示方法提高送料平均速度,50Ah电池组装时间由80s缩减到了51s。第二个方法是科学合理设计机械部件,减少机械手的运动距离,但是通过机械结构设计降低运动距离的能力有限。
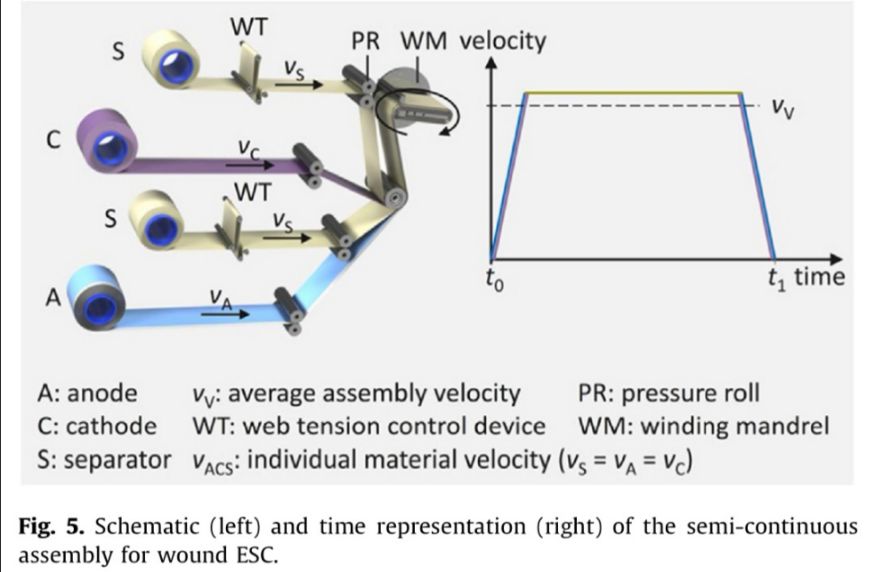
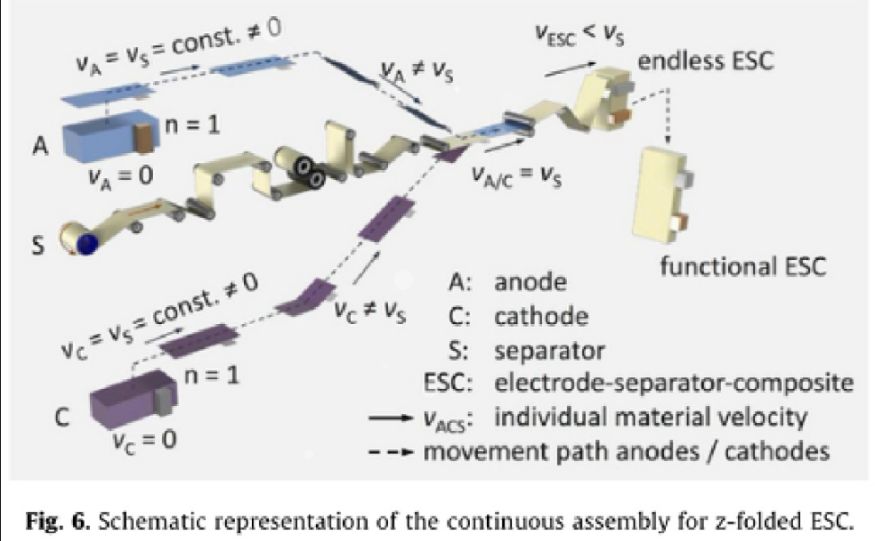
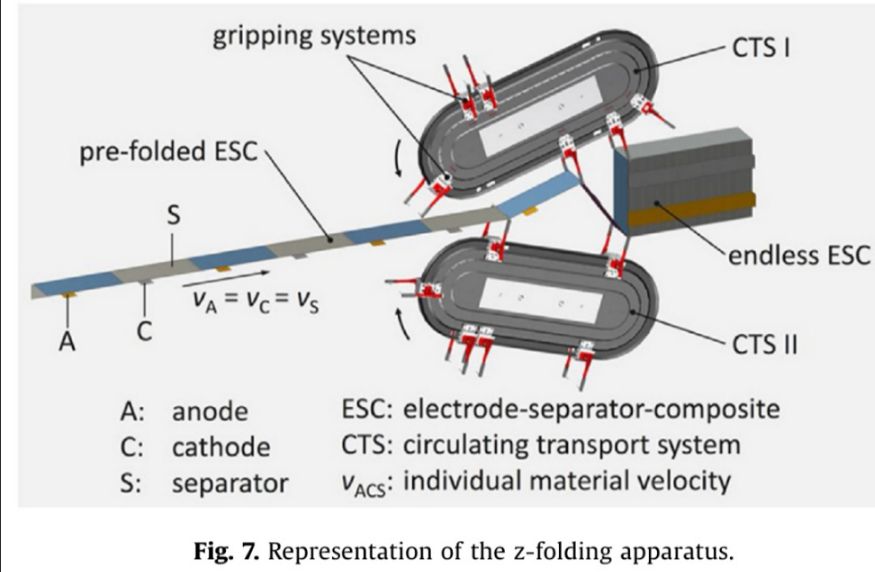
卷绕组装工艺没有离散的极片抓取-放置动作,整个过程是连续性的,生产效率比较高。作者参照卷绕工艺过程(图5所示),设计了高效率的z型叠片机,具体结构示意图如图6所示。极片参照卷绕工艺通过传送带连续性送入叠片位,以隔膜速度为依据,使极片送料速度匹配叠片,保证正负极送料速度不会出现零的情况将叠片离散型工艺转变成连续型工艺,极片叠片方式如图7所示。采用这种叠片工艺,前文所述50Ah电池组装时间由80s缩短到22s,生产效率大大提高。